


事例特色
事例名
リジッドフェイスグルービングツール
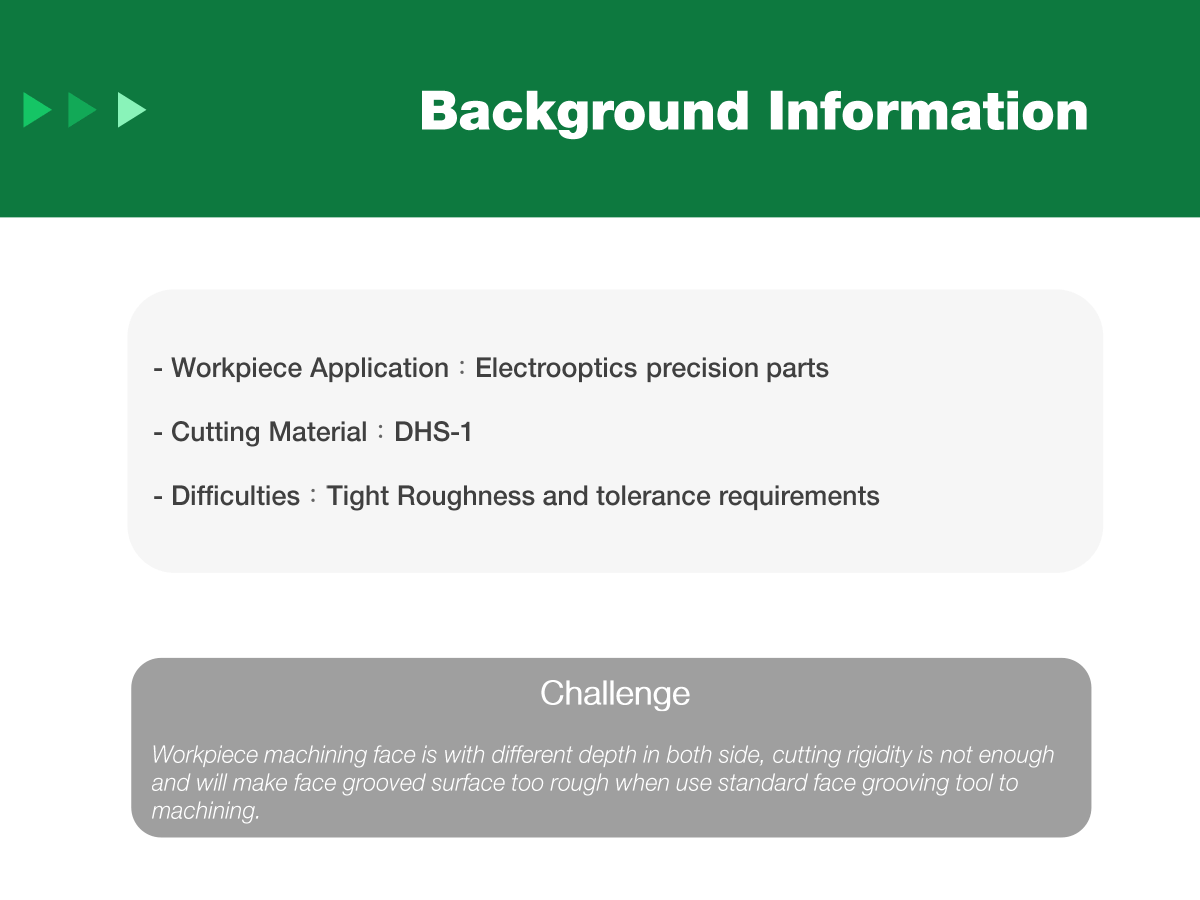
事例応用
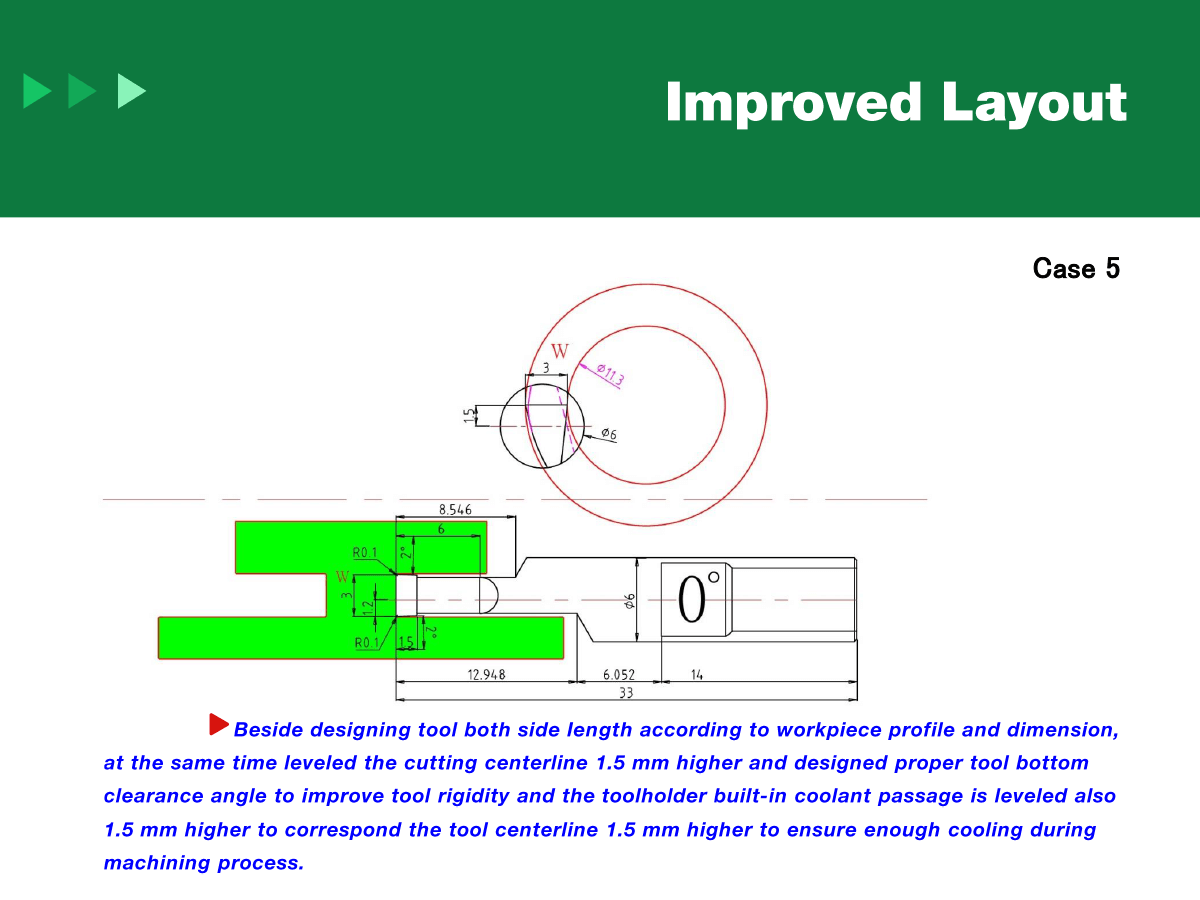
電気光学精度部品(難点:厳しい粗さと許容差の要件)切削材:DHS-1。
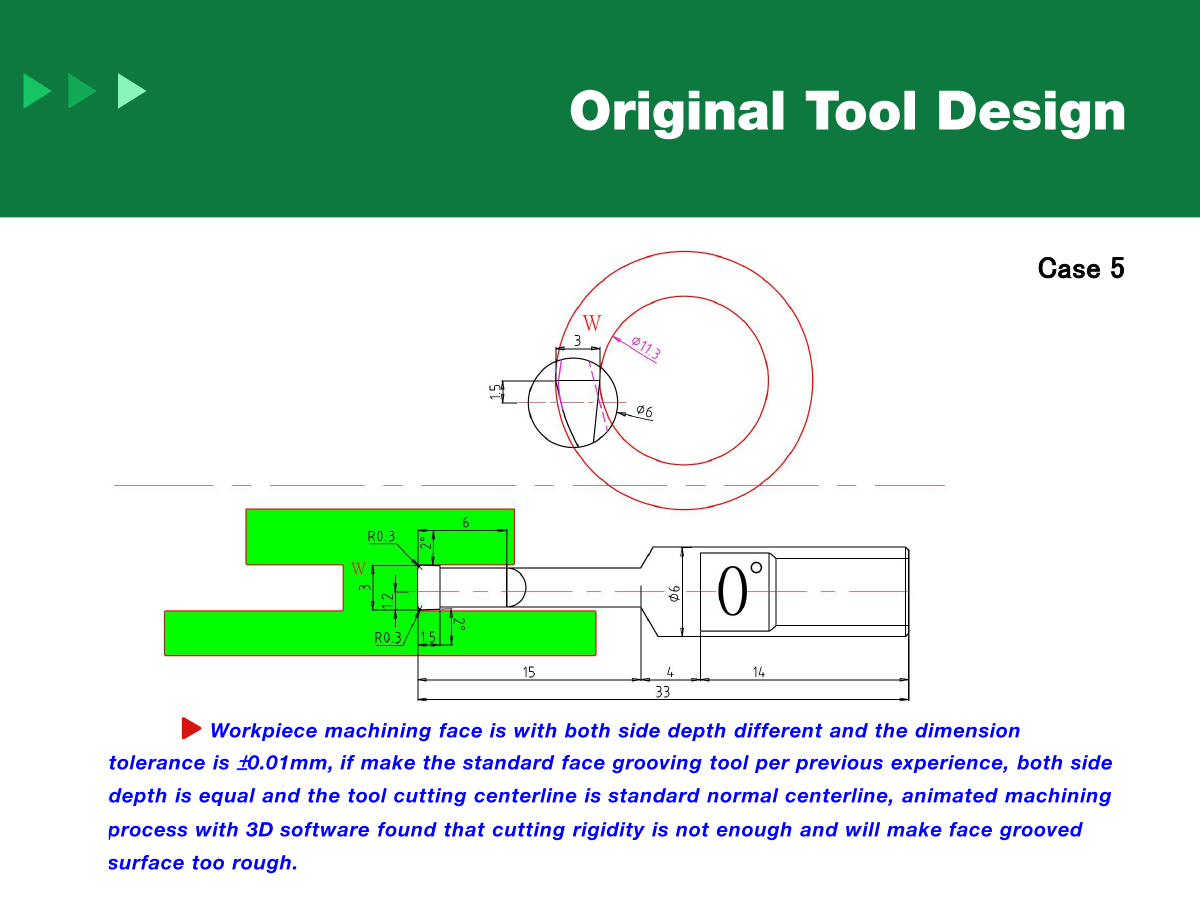
概要
ワークの加工面は両側の深さが異なり、寸法公差は±0.01mmです。以前の経験に基づいて標準の溝削り工具を作成した場合、両面の深さが等しく、工具切断中心線は標準の中心線です。3Dソフトウェアによるアニメーション加工プロセス 切削剛性では不十分であり、表面の粗面が粗すぎることがわかりました。 ワークのプロファイルと寸法に合わせて両側の長さを設計すると同時に、切断中心線を1.5 mm高くし、ツールの剛性を向上させるためにツールの底部クリアランスを適切に設計し、ツールホルダーの冷却液通路を1.5 mm 工具の中心線が1.5 mm高くなるため、加工プロセス中に十分な冷却が確保されます。
技術の卓越、品質のこだわり
宝済工業は30年の加工経験を持っている。我々は生産性向上のため、多様な商品を開発続けておる。宝済工業はCNCマシンのパテント、工具のパテント、シャンクホルダーのパテント、切断機のパテントなど様々なパテントを持っている。宝済工業は新商品の研究開発を続けて、あらゆる分野の製造業者の生産性向上に貢献することは使命として取り組んでいる。

技術の卓越、品質のこだわり
宝済工業は30年の加工経験を持っている。我々は生産性向上のため、多様な商品を開発続けておる。宝済工業はCNCマシンのパテント、工具のパテント、シャンクホルダーのパテント、切断機のパテントなど様々なパテントを持っている。宝済工業は新商品の研究開発を続けて、あらゆる分野の製造業者の生産性向上に貢献することは使命として取り組んでいる。